一、为胶刮正名
在丝印过程中,胶刮(squeegee)是用来刮压网版上的印料,使之漏印在承印物上的一种胶制工具,它包刮胶和刮柄两个部分。
顾名思义,胶刮和刮胶是从属关系。因此,人们常把胶刮说成是刮胶是不正确的。
在PCB丝印过程中使用的是胶刮(也称刮刀),而不是单一的刮胶,单独的刮胶不匹配刮柄是很难完成丝印目的的。
二、胶刮的制成基材
组成胶刮的刮柄和刮胶通常选用以下基材:
A:刮柄:有木柄和金属柄(如铝,不锈钢)等
B:刮胶:有聚氨酯胶、丁睛基胶、奥通基胶、氯丁基胶、丙烯睛橡胶、硅橡胶、氟橡胶、天然橡胶等类型,但从各方面性能来看,多数PCB厂家采用聚氨酯胶刮。
因此,我们以下所提及的胶刮只囿于聚氨酯胶刮。
三、刮胶的成型方法
根据调查,国内外生产厂家主要采取以下六种成型方式(尤以前三种成型方式为多):
1、 喷射(热塑)成型法:
原料在注射机内加热熔化,搅拌均匀后,注射入一个特定模具内冷却而成型
2、 辊压成型法:加热的物料在一个特定的设备内,通过一对热辊压延而成型
3、 浇注成型法:
熔融物料液体倒入一个特定的模胚,冷却而成型
4、 挤拉成型法:与注射法相似,熔料在机腔前段开始冷却,通过机口挤出,凭借外力拉出而成型
5、 模压成型法:物料在一个特定的模具内,通过上下加热、加压压制而成
6、 真空成型法:物料在一个特定的模具内,通过抽真空并冷却而成型
四、胶刮的尺寸和物理指数
聚氨酯刮胶是由二元或多元异氰酸酯(硬段分子)和二元或多元羟基化合物(软段分子)交联聚合而成的一种热塑性弹性体,其特征是主链上含有
- N - C - O 基因
Ⅰ Ⅱ
H O
聚氨酯(Polyurethane)是聚氨基甲酸酯的简称,它在1937年由O.Bayer首次发现。
现在工业上大多用甲苯二异氰酸酯合成,其聚合后的分子结构模式如下:
而最简单的聚氨酯是由二异氰酸酯和二元醇反应制取,其交联模式如下:
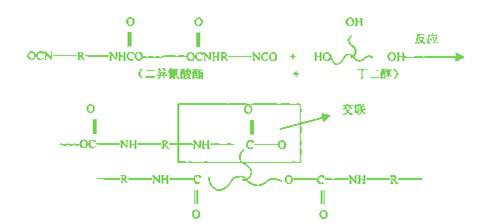
聚氨酯合成的交联模式图
聚氨酯软、硬段分子相结合的嵌连模式决定其即有一定的柔软性(弹性),又有一定的硬度。
聚氨酯的物理特性界于橡胶和塑料之间:
shore.A级硬度在50-90kg/mm2左右
密度:1.25-1.29g/cm3
Kg温度高达1000C,熔融温度在2000C左右
胶刮尺寸是根据客户需要制成:
一般来说 ,厚4-12.7mm,宽25-60mm,长500-1000mm不限。
(而在实际生产上长一般要求比漏印图形每边长5-8cm左右)
刮胶露出刮柄的长短根据刮胶的软硬程度和丝印目的而定:
一般外露1.5-4CM,内藏1-2CM
五、浅说硬度及标示方法
硬度是物质受压变形程度或抗刺穿能力的一种物理度量方式。
硬度可分相对硬度和绝对硬度。
绝对硬度一般在科学界使用,生产实践中很少用到。
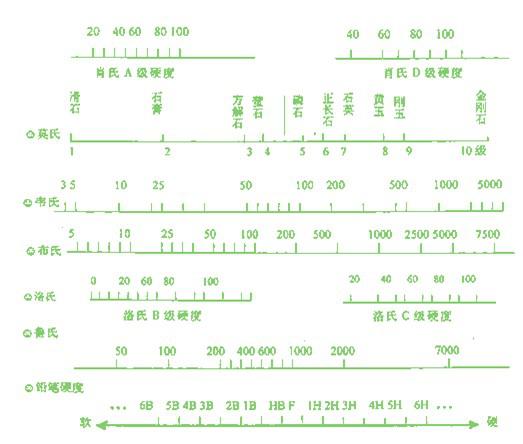
我们通常使用硬度体系为相对的硬度,大致有以下几种标示方法:
肖氏、洛氏、布氏、韦氏、鲁氏、莫氏、铅笔硬度等等。
测漆膜或涂覆材料的表面耐磨力用铅笔硬度表示,如在PCB行业中油墨硬度的测试。
测橡胶及弹性体,用肖氏硬度,如PCB工序中胶刮硬度的测试。
肖氏硬度的测试方法类似网版张力测试:表盘上的指针通过弹簧与一个刺针相连,用针刺入被测物表面,表盘上所显示的数值即为硬度值。
肖氏硬度体系常见有A级和D级两种表示方式。
胶刮的A级硬度一般在50-90KG/MM2之间。
以下是各种硬度表示体系之间的对比:
六、刮胶的分类
1、 胶刮按分子结构可分:聚酯型、聚醚型
2、 按颜色分:主要有原色、绿色、蓝色、橙黄、红色、琥珀色,另外还有黑色、棕褐色等。
3、 按软硬速度可分:
软性胶刮(S)50-650
多用于印刷表面粗糙/不平整的产品或硬质产品,如玻璃、金属、塑料等
中性胶刮(M)65-750
多用于印刷表面比较平整或略有起伏稍有硬度的产品,如PCB的阻焊丝印
硬性胶刮(H)75-900
多用于印刷表面十分平整比较软质的产品。如橡胶制品的丝印。
4、 按加工方法可分:浇注型、混炼型、热塑型。
5、 按形状和质材组合胶刮可分以下几种(见下表):
七、刮胶的性能:
刮胶的性能可以从以下几个方面去考察:
1、 物理特性:如硬度、耐磨性、回弹性、拉伸强度、撕裂强度等。
2、 化学特性:如耐溶剂性、耐油性、耐候性、光热稳定性、水/气阻隔性、耐臭氧性等
3、 电功能性:如抗静电性等
以下附的是几种橡胶和聚氨酯胶的各种性能对比表(表见下页):
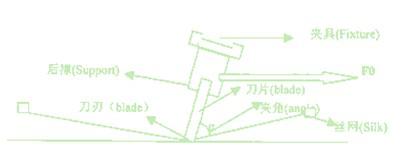
八、胶刮在丝印中的功能及工作原理:
功能:
1、 刮料作用:刮除网版上多余的油墨,使网板在刮印过程中尽可能的不残油。
2、 匀料作用:使油墨从网板一端均匀地移向另一端。
3、 填料作用:使油墨穿过网板的网眼,漏印到承印物上。
4、 压印作用:使网版顺应承印物的表面与承印物保持紧密的接触。
工作原理:(图见下页)
|
刮胶种类 各种性能 |
聚异戊二稀 |
丁苯橡胶 |
丁睛橡胶 |
氯丁橡胶 |
丁基橡胶 |
乙丙橡胶 |
聚硫橡胶 |
硅橡胶 |
聚氨脂 |
|
硬度 |
|
|
|
|
|
|
|
|
√ |
|
耐磨性 |
X |
√ |
√ |
|
X |
|
|
|
√ |
|
回弹性 |
|
|
X |
|
√ |
|
X |
√ |
√ |
|
耐油性 |
|
√ |
√ |
√ |
X |
|
√ |
|
√ |
|
耐溶剂性(@ |
|
X |
|
√ |
|
X |
√ |
|
√ |
|
耐候性(抗老化性 |
|
√ |
X |
√ |
√ |
√ |
√ |
|
√ |
|
光热稳定性 |
|
√ |
√ |
√ |
|
|
|
√ |
√ |
|
拉伸强度 |
|
|
|
|
|
|
X |
|
√ |
|
撕裂强度 |
|
|
|
|
|
|
X |
|
√ |
|
抗静电性 |
|
|
|
X |
|
√ |
|
|
|
|
水/气阻隔性 |
|
|
|
|
√ |
|
√ |
|
√ |
|
耐臭氧性 |
|
√ |
|
|
|
|
|
|
|
以上√为优良,X为极差,空白为一般、较差或有待考证
@:一般来说极性物质,耐非极性溶剂。如聚氨酯:耐矿物油(煤油)、烷烃类溶剂而非极性物质,耐极性溶剂。聚异戊二稀(天然橡胶)、丁基橡胶、乙丙橡胶属非极性物质。
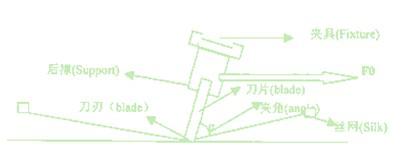
胶刮的丝印工作原理图
l 实际生产中是根据油墨粘度、丝网目数和要求膜厚及各种需要来选择刮胶硬度的。
l 在丝印过程中,我们可以通过控制胶刮各种参数来控制下油量的厚薄:
|
油墨厚度 |
厚 |
薄 |
|
压力 |
小 |
大 |
|
夹角 |
小 |
大 |
|
速度 |
慢 |
快 |
|
硬度 |
软 |
硬 |
|
刮胶外露 |
长 |
短 |
|
刀口形状 |
钝 |
利 |
|
刀口磨蚀 |
多 |
少 |
l 胶刮硬度在丝印中的选择和应用(以COATES系列油墨为例)(见下表):
|
油墨类型 |
制胶硬度 |
油墨编号 |
说明 |
|
感光丝印油 |
60-750 |
XV01T-4 |
|
|
热固油 |
55-650 |
Xz15等 |
|
|
UV油 |
55-700 |
V3493T/L |
|
|
碳油 |
55-700 |
XZ302 |
|
|
可剥胶 |
55-600 |
XZS502 |
|
|
抗电镀蚀刻油 |
70-750 |
XV750 |
|
|
挠性板感光油 |
65-750 |
XV601T |
|
|
UV白字油 |
60-650 |
XVS908 |
|
|
标志油 |
70-750 |
XZ81.XZ100 |
|
|
银浆 |
65-700 |
XZ250 |
|
|
挠性板UV固化油 |
75-800 |
UV600 |
|
|
UV固化抗蚀刻蓝油 |
70-800 |
XV1000 |
|
|
塞孔油 |
55-750 |
|
据孔径/粘度而定 |
九、胶刮的翻磨:
当胶刮刀口变圆变钝,出现缺口,条纹等缺陷而造成印刷效果不良时,胶刮需要重新翻磨。
l 翻磨的方式有手磨和机磨。
翻磨的方法有切削法和研磨法。
l 多数工厂采用机械研磨法翻磨胶刮。
翻磨胶刮时应注意以下几点:
1、 卸下来的刮胶不能马上翻磨,应平置一段时间,让刮胶恢复形变、消除内应力和溶剂完全挥发后才能翻磨。
2、 翻磨时可添加少量滑石粉(起散热、减少摩擦力作用)匀速翻磨,以免刮胶受热溶涨、老化。
3、 翻磨时应先粗磨后细磨。
十、胶刮的保存和维护
l 刮胶在使用之后应取下来洗干净,摊开水平放置在平台上,且相互之间不能迭压。
l 保存环境:一般温度控制在22±30C,湿度55±10%RH,远离强光、强热。
不能曝于太阳光、紫外光或其它强光源下。
l 带腐蚀性的化学物品和挥发性的溶剂应远离胶刮。
l 胶刮在连续性生产时,应采取”双刀轮休制”。
一般要求胶刮连续工作24小时后应轮休。
l 胶刮在贮存过久、翻磨次数过多或其它原因导致其性能大幅下降时,此胶刮应处理掉。










 24H服务热线:
24H服务热线: 